11/07/2024MODIG e IBARMIA se alían para abordar los mercados y la innovación de forma conjunta
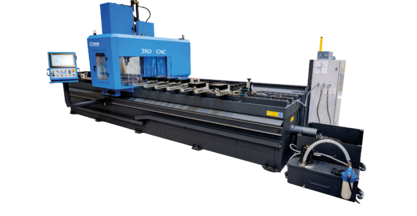
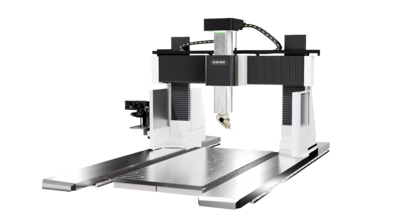
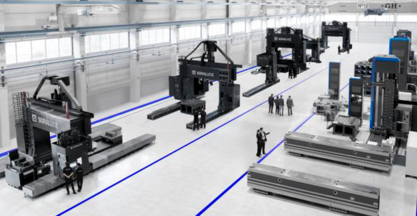
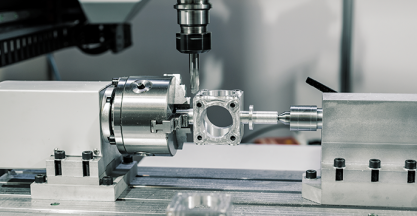
MODIG Machine Tool AB, based in Kalmar, Sweden, and IBARMIA, located in Azkoitia, Spain, have announced a strategic alliance to develop, manufacture, sell, install and service their complementary machine programmes.